首先,我们应该清楚在研发优化轻质产品的过程中并没有专利可查询。相反,设计策略的选择很大程度上由使用情况决定,每一次对于设计师来说都是一个全新和巨大的挑战。由于几乎没有长久可依靠的指导方针和相关的条款,因而很难构建现代的汽车结构。研发过程一直就是个全新的内容,需要较髙水平的创造性,并具有跨学科的研发团队,该团队应覆盖整个工程链,从最初的塑胶原料材料研发和加工,到产品的虚拟研发和生产工艺,再到整个轻质设计中的质量和回收利用。
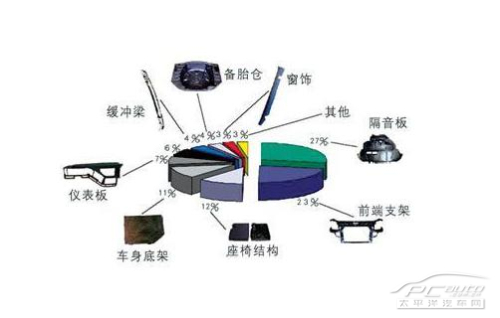
为了使汽车结构更加符合成本可行性,在选定的驱动概念中,需要对重量比进行详细的分析。比如说,有一点很明显,考虑到前轮驱动,尤其是整车的前端,不只是前后碰撞区域,必须进行重量优化,因为这是重量集中区域(动力装置,传统系统)。这就需要使前后轴的重量分布达到平衡,以利于。汽车后部的轻质化结构对后轮驱动的汽车更有利,因为后部集中着较大的重量(差动齿轮等)。安全单元中,汽车顶部区域的轻质化措施是为了降低汽车的重心。在汽车底部,这就需要利用轻质材料,因为这样可以避免汽车外壳和动力装置将汽车的重心升高。
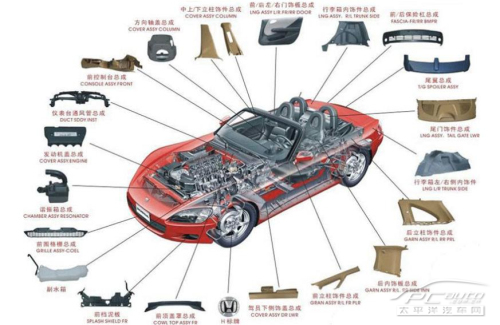
在研发汽车零件过程中,需要着重考虑零件的受载状态,利用合适的材料和机构进行概念设计,总之需要考虑生产过程中的种种。在最初的研发阶段,必须根据具体应用情况的技术经济、维修性和可循环性作出正确的决定。根据现有的案例进行优化设计以得到最佳的结果: 每一个新的或者较新的发展都应该基本的指导理论:所选择的材料必须与结构和生产方法的选择直接紧密相连。 整体构件具有很高的功能整合性,可以通过现代的注射成型和压缩技术得到实现。与此相反,在差动机构中的单一元件的机构通常都很复杂,需要采用恰当的黏合技术将不同的材料黏合在一起。 在此处,胶合技术是一种冷黏合技术(T200C),适合于片状材料的层合黏合,在此其他方法不能进行连接或者费用非常高。随着胶合技术的不断发展和完善,我们将看到越来越多黏合的支撑性连接。同时我们也将发现胶合技术将和其他的黏合技术联合使用以弥补彼此的不足之处。组合的黏合技术将有利于得到更高的结合强度,这样可以在较宽的范围内得到相对均衡的作用力转变,而单一的胶合技术会产生裂纹。 现在正需要适应性较好的黏合技术以挖掘轻质支撑机构的潜力,这些轻质支撑结构由塑料和/或聚合物基复合材料制成。比如说在2005版的汽车上,Remform螺丝用来直接将附件安装到安装板(KMU)上,这种安装板是由PP-GF30制造的。通道和缆线通过整合芯片功能还保持在原来。 另一方面,金属-塑料混合技术已经快速地应用在许多支撑机体元件上。这种混合技术是建立在这个基础上的:结合金属拉延成型和塑料注射成型技术这两种方法,生产出随时能安装的具有很高的功能组合的元件。由于这些元件的刚性和强度对载荷的适应,所以可以通过这些方法得到更多的轻质元件。 在所需要的薄壁结构中,载荷区域和卸载区域通常是断裂区域,这是由于薄壁截面和平板对于卡扣和凹痕比较。较大载荷范围内的这种不稳定性可以通过计算塑料肋板结构来大大地加以降低。比如说,在GFC-钢铁混合元件中,钢铁可以承受到其点的载荷,如果薄壁板是由玻璃纤维增强尼龙(PA6-GF)做成的,就可以避免其开裂。 除了通过加肋板增加构件的刚性之外,还可通过将塑料涂覆在金属表面提高构件的多项功能。例如,一些功能性元件(插件等)通过一次注射成型将其固定到福特福克斯奥迪A6的前杠上。同时也提高了构件的功能特性。这样做既可以减少单个零件的数量和加工步骤,还可以降低装配零件的费用。 由于其低密度性非常适合汽车结构的轻质化应用。在众多的可用塑料中,几乎每一种技术上的应用都可以找到一种满足其特殊几何要求、热力学性能和美学等要求的塑料。塑料可以通过添加剂及增强剂对其性能产生巨大的改变,比如强度、弹性、润滑性、电学性能、热力学性能以及隔音性能,以及摩擦性和抗磨损性。 聚合物的多方面性能确保了其在汽车工程中的地位。应用的地方从汽车内部到引擎室,从结构性元件到外部车体部件。然而在内部和小部件上应用塑料几乎没有增长的空间,因为再拓展应用的可能性已经枯竭(例如镜框、轮毂盖等)。不断增长的专门型汽车显示在车罩下对于稳定性好的高性能塑料以及复合技术(金属-塑料合成物)尤其是对于大型的车体板和机构性元件有巨大的发展潜力。 推荐:
|